ลวดเชื่อม E7018 คืออะไร? ใช้กับงานอะไรได้บ้าง
 K.V.S. Engineering
K.V.S. Engineering

ลวดเชื่อม E7018 คืออะไร? สเปค การใช้งาน และวิธีเลือกสำหรับงานหนัก - ThaiBuyTools
ลวดเชื่อม E7018 คือลวดเชื่อมไฟฟ้าชนิด Low Hydrogen Iron Powder ตามมาตรฐาน AWS A5.1 มีค่าความต้านทานแรงดึงขั้นต่ำ 70,000 psi (485 MPa) ใช้สำหรับงานโครงสร้างเหล็ก งานแรงดันสูง ถังรับแรง และงานที่ต้องผ่านมาตรฐาน ASME, AWS D1.1 และ API เหมาะกับช่างและโรงงานที่ต้องการรอยเชื่อมคุณภาพสูง ไม่มีรูพรุน และทนแรงกระแทกดีในสภาพแวดล้อมอุณหภูมิต่ำ
สิ่งที่คุณจะได้จากบทความนี้:
- ถอดรหัส E7018 ตัวเลขแต่ละตัวหมายความว่าอะไร
- งานประเภทใดต้องใช้ E7018 และงานใดใช้ E6013 ได้พอ
- ตารางค่าแอมป์ตามขนาดลวด 2.6-5.0 mm พร้อมอ้างอิง AWS
- วิธีอบลวดและเก็บรักษาอย่างถูกต้อง - อุณหภูมิและเวลาที่ต้องการ
- เปรียบเทียบ Kobelco LB-52U vs YAWATA L-55
ถอดรหัส E7018 - แต่ละตัวหมายความว่าอะไร?

ตัวเลขในรหัส E7018 ไม่ใช่แค่ชื่อสินค้า แต่เป็นมาตรฐานที่บอกสเปคได้ทันที:
| รหัส | ความหมาย | ค่าจริง |
|---|---|---|
| E | Electrode - ลวดเชื่อมไฟฟ้า | - |
| 70 | ความต้านทานแรงดึงขั้นต่ำ | 70,000 psi (485 MPa) |
| 1 | ตำแหน่งเชื่อมได้ทุกทิศทาง | Flat, Horizontal, Vertical (ขึ้น), Overhead |
| 8 | ชนิดฟลักซ์ + กระแสที่ใช้ | Low Hydrogen + Iron Powder - DC+ หรือ AC |
ตาม AWS A5.1-2004 ลวด E7018 ต้องมีปริมาณ Hydrogen ในรอยเชื่อม ไม่เกิน 8 ml ต่อ 100 g weld metal (designation H8) สำหรับเกรด Premium อยู่ที่ H4 หรือ H2 เหมาะกับงานที่มีความเสี่ยงสูง เช่น งานท่อแรงดันหรืองานโครงสร้างที่มี Post Weld Heat Treatment (PWHT)
มาตรฐาน JIS ที่เทียบเคียงได้คือ D5016 ซึ่งใช้อ้างอิงในประเทศไทย ญี่ปุ่น และประเทศ ASEAN หลายแห่ง
ปัญหาที่เกิดเมื่อเลือกลวดผิดประเภทงาน
หลายโรงงานใช้ E6013 กับทุกงานเพราะหาง่ายและราคาถูก แต่ในงานที่มีมาตรฐานกำหนด เช่น งาน structural ตาม AWS D1.1 หรืองาน pressure vessel ตาม ASME ถ้าใช้ E6013 แทน E7018:
- Hydrogen Cracking: E6013 มี Hydrogen content สูงกว่ามาก เมื่อเชื่อมเหล็กที่มี carbon หรือ alloy content สูง หรืองานที่มี high restraint - รอยเชื่อมเสี่ยงแตกร้าวหลังเชื่อมเสร็จหลายชั่วโมงถึงวัน (Delayed Cracking) โดยที่ไม่มีสัญญาณเตือนล่วงหน้า
- ไม่ผ่าน Qualification Test: งานที่มี WPS ระบุ E7018 จะไม่ผ่าน welder qualification หรือ NDT inspection ถ้าใช้ลวดผิดประเภท
- Tensile strength ต่ำกว่าข้อกำหนด: E6013 ให้ 60,000 psi ซึ่งต่ำกว่า design requirement ของงานโครงสร้างหลายประเภท
นี่คือเหตุผลว่าทำไม E7018 ถึงไม่ใช่แค่ "ลวดแพงกว่า" แต่เป็นลวดที่ถูกกฎหมายและมาตรฐานกำหนด
E7018 เทียบกับ E6013 - ต่างกันอย่างไร?

| คุณสมบัติ | E7018 | E6013 |
|---|---|---|
| ความต้านทานแรงดึง | 70,000 psi (485 MPa) | 60,000 psi (415 MPa) |
| ชนิดฟลักซ์ | Low Hydrogen + Iron Powder | Rutile (High Titania) |
| ปริมาณ Hydrogen | H8/H4/H2 (ต่ำมาก - ควบคุมเข้มงวด) | ไม่ได้ควบคุม - สูงกว่ามาก |
| กระแสเชื่อม | DC+ (DCEP) หรือ AC | AC หรือ DC+/DC- |
| ตำแหน่งเชื่อม | ทุกทิศทาง | ทุกทิศทาง |
| ความยากในการใช้ | สูงกว่า - ต้องควบคุม arc length สั้น | ง่าย - เหมาะมือใหม่ |
| การอบก่อนใช้ | จำเป็น (300-350 องศาเซลเซียส, 1-2 ชม.) | ไม่จำเป็น |
| Deposition rate | สูงกว่า E6013 ประมาณ 20-30% | พื้นฐาน |
| งานที่เหมาะสม | โครงสร้าง, แรงดันสูง, API, pipe | งานทั่วไป, ซ่อมบำรุงเบา |
| ราคาโดยประมาณ | สูงกว่า E6013 ประมาณ 20-40% | ราคาพื้นฐาน |
สรุป: ถ้างานต้องการ tensile strength สูง มี Hydrogen cracking risk หรือมี WPS กำหนด - E7018 คือสิ่งที่ต้องการ ถ้าเป็นงานซ่อมบำรุงทั่วไปหรือชิ้นงานไม่ได้รับ load สูง - E6013 เพียงพอและประหยัดกว่า
งานประเภทใดที่ต้องใช้ E7018?

E7018 ถูกออกแบบมาสำหรับงานที่ต้องการความแข็งแรงสูงและความปลอดภัยระดับสูง โดยเฉพาะ:
งานโครงสร้างเหล็ก (Structural Steel)
- งาน fabrication โครงเหล็กอาคาร โรงงาน และสะพาน
- ตาม AWS D1.1 Structural Welding Code กำหนดให้ใช้ลวด Low Hydrogen สำหรับ prequalified joint ส่วนใหญ่
- งาน H-beam, I-beam, column base plate, crane beam
งานถังรับแรงและหม้อต้ม (Pressure Vessels and Boilers)
- มาตรฐาน ASME Section IX สำหรับ pressure vessel welding กำหนดให้ใช้ลวด Low Hydrogen
- งานถังลม ถังแก๊ส boiler drum ที่มีการรับแรงดันและอุณหภูมิสูง
งานท่อแรงดันสูง (Pipe Welding)
- มาตรฐาน API 1104 สำหรับท่อน้ำมันและก๊าซ
- งานท่อโรงงานที่มีแรงดันและกำหนด hydrostatic test ต้องผ่าน
งานซ่อมบำรุงโครงสร้างหนัก
- ซ่อมชิ้นส่วนเครื่องจักรกลหนักที่รับ fatigue loading
- งาน heavy equipment repair เช่น boom arm ของรถแม็คโคร ที่ต้องการ ductility และ toughness สูง
จากประสบการณ์กว่า 35 ปี ของทีมงาน ThaiBuyTools ลูกค้าโรงงานกลุ่มยานยนต์และ EPC contractor มักระบุ E7018 ไว้ใน WPS โดยตรง และไม่สามารถสลับกับ E6013 ได้
ตารางค่าแอมป์ E7018 ตามขนาดลวด
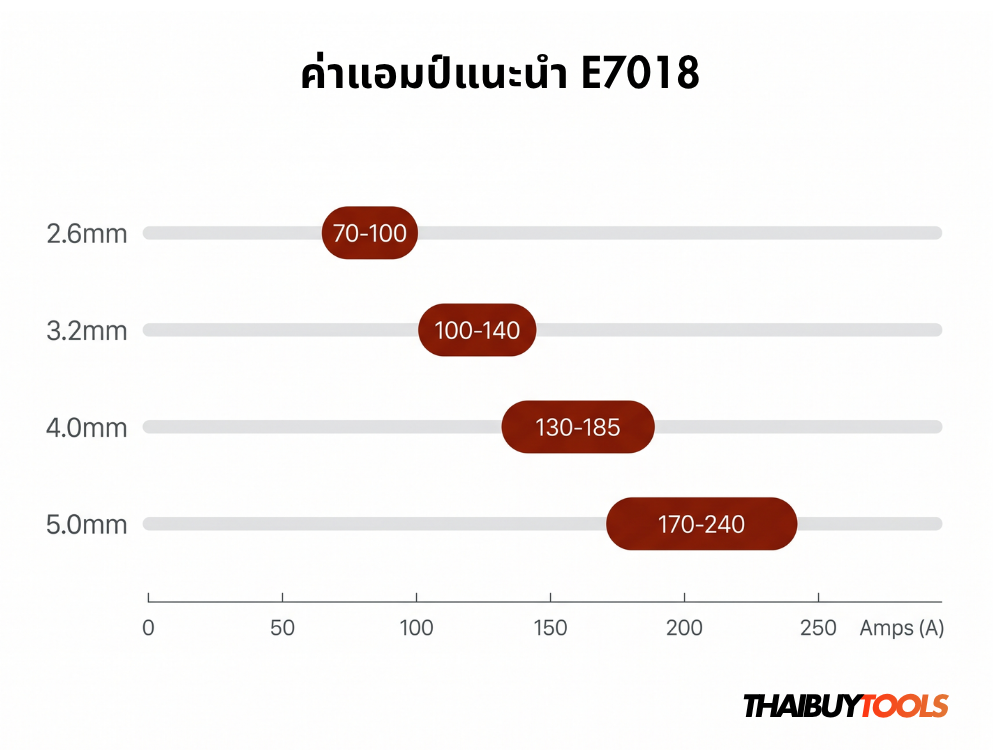
ค่าแอมป์ที่ถูกต้องมีผลโดยตรงต่อคุณภาพรอยเชื่อม - สูงเกินไปเกิด burn through และ slag inclusion ต่ำเกินไปเกิด incomplete fusion และ porosity
| ขนาดลวด | แอมป์แนะนำ (DC+) | ใช้งานหลัก |
|---|---|---|
| 2.6 mm | 70-100 A | งานบาง, root pass, fill pass แนวแรก |
| 3.2 mm | 100-140 A | งานทั่วไป - ใช้บ่อยที่สุดในงาน structural |
| 4.0 mm | 130-185 A | งานหนา, fillet weld, cap pass |
| 5.0 mm | 170-240 A | งานหนามาก, flat position เท่านั้น |
หมายเหตุสำคัญ:
- ใช้กระแส DC+ (DCEP) เป็นหลัก - ให้ penetration ดีและ bead profile เรียบสม่ำเสมอ
- บางยี่ห้อรองรับ AC ด้วย (ตรวจสอบ spec sheet ของแต่ละยี่ห้อ)
- ค่าแอมป์ข้างต้นเป็น range แนะนำ - ปรับตามความหนาชิ้นงาน ตำแหน่งเชื่อม และ preheat temperature
- งาน vertical up และ overhead ให้ใช้แอมป์ต่ำสุดของ range เพื่อควบคุม weld pool
การอบลวดและการเก็บรักษา - ทำไมถึงสำคัญมาก?
นี่คือความต่างที่สำคัญที่สุดระหว่าง E7018 กับ E6013 และเป็นสิ่งที่ช่างมือใหม่มักมองข้าม
ทำไม Low Hydrogen ถึงต้องการการดูแลพิเศษ?
ฟลักซ์ของ E7018 ดูดความชื้นได้ง่ายมาก เมื่อลวดชื้น Hydrogen จะแทรกเข้าสู่รอยเชื่อมระหว่างการ solidification ส่งผลให้เกิด Hydrogen-Induced Cracking (HIC) หรือ Delayed Cracking ซึ่งอันตรายมากเพราะรอยแตกอาจไม่ปรากฏทันที แต่เกิดขึ้นหลายชั่วโมงหรือหลายวันหลังเชื่อมเสร็จ - ผ่าน visual inspection ไปแล้ว แต่ล้มเหลวในการใช้งานจริง
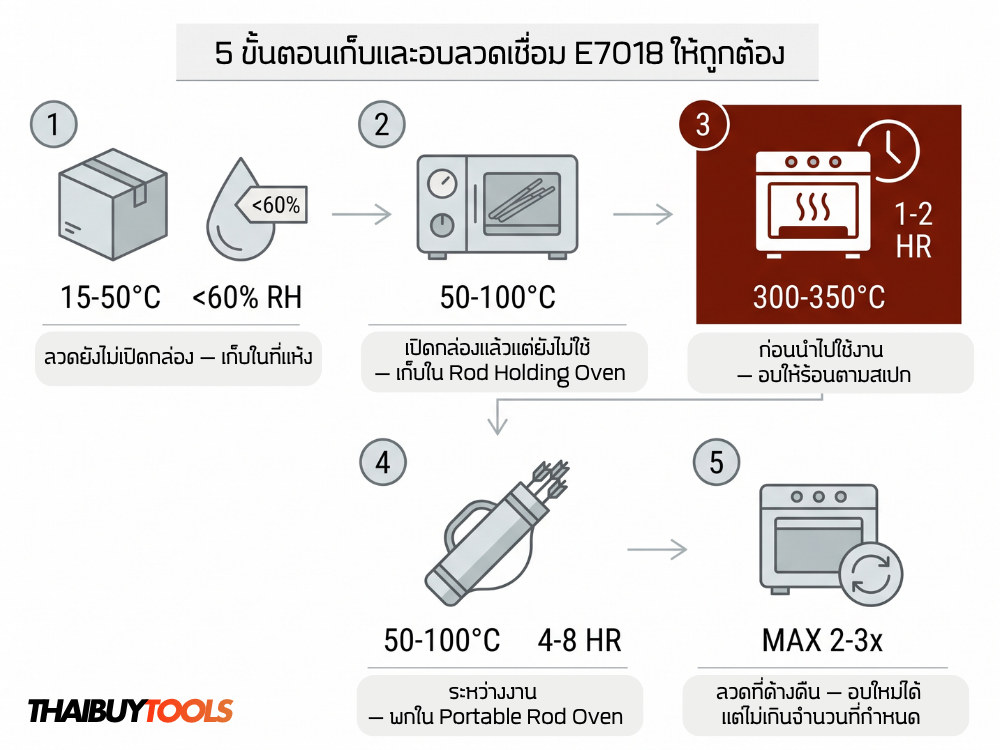
ขั้นตอนการอบลวดที่ถูกต้อง
ตาม AWS D1.1 Clause 4.6 และข้อกำหนดผู้ผลิต:
- ลวดที่ยังไม่เปิดกล่อง: เก็บในที่แห้ง อุณหภูมิ 15-50 องศาเซลเซียส ความชื้นสัมพัทธ์ไม่เกิน 60%
- ลวดที่เปิดกล่องแล้วแต่ยังไม่ใช้: เก็บใน Rod Holding Oven อุณหภูมิ 50-100 องศาเซลเซียส
- ก่อนนำไปใช้งาน: อบที่ 300-350 องศาเซลเซียส เป็นเวลา 1-2 ชั่วโมง (บางยี่ห้อแนะนำ 350-400 องศาเซลเซียส - ตรวจสอบ spec sheet)
- ระหว่างงาน: ใช้ Portable Rod Oven (Quiver) อุณหภูมิ 50-100 องศาเซลเซียส รับลวดออกมาใช้ครั้งละไม่เกิน 4-8 ชั่วโมง
- ลวดที่ค้างคืน: อบใหม่ได้แต่ไม่ควรเกิน 2-3 รอบ เพราะฟลักซ์เสื่อมสภาพ
ลูกค้ามากกว่า 10,000 ราย ที่ทีมงาน ThaiBuyTools ดูแลมา พบว่าปัญหา porosity และ cracking ส่วนใหญ่เกิดจากการใช้ลวดชื้น ไม่ใช่ทักษะช่าง
ข้อดีและข้อควรระวัง
| ข้อดี | ข้อควรระวัง |
|---|---|
| Tensile strength สูงสุดในกลุ่ม SMAW ทั่วไป | ️ ต้องอบลวดก่อนใช้ทุกครั้ง |
| Hydrogen content ต่ำ - ลดความเสี่ยง HIC | ️ ราคาสูงกว่า E6013 ประมาณ 20-40% |
| Notch toughness ดีที่อุณหภูมิต่ำ | ️ ใช้ยากกว่า - ต้องควบคุม arc length สั้น |
| Deposition rate สูงกว่า E6013 ประมาณ 20-30% | ️ Slag แน่นกว่า - ต้องทุบออกอย่างระมัดระวัง |
| ผ่านการรับรองมาตรฐาน ASME/AWS/API | ️ ต้องการ DC welder ที่มีคุณภาพและ OCV เพียงพอ |
| Bead เรียบสม่ำเสมอเมื่อทักษะพร้อม | ️ เก็บรักษาผิดวิธี = ลวดเสียก่อนใช้ได้ |
เปรียบเทียบแบรนด์ E7018 ที่ ThaiBuyTools จำหน่าย


ในฐานะ ตัวแทนจำหน่ายอย่างเป็นทางการ ของ Kobelco Welding และ YAWATA ทีมงาน ThaiBuyTools มี stock ครบและรับประกัน ของแท้ 100% ตรงจากผู้ผลิต สินค้าทุกชิ้นมาพร้อม Mill Certificate ให้ตรวจสอบได้
| Kobelco LB-52U | YAWATA L-55 | Gemini E7018 | |
|---|---|---|---|
| Classification | AWS E7016/E7018 equiv. (JIS D5016) | AWS E7016 (JIS D5016) | AWS E7018 |
| Hydrogen Class | H8 (บาง lot H4) | H8 | H8 |
| Polarity | DC+ หรือ AC | DC+ หรือ AC | DC+ |
| Position | ทุกตำแหน่ง | ทุกตำแหน่ง | ทุกตำแหน่ง |
| จุดเด่น | Arc เสถียรมาก, slag ลอกง่าย, bead สวย - นิยมสูงสุดในไทย | Arc เบา ใช้ง่าย เหมาะมือใหม่ที่ต้องการ LH | ราคาประหยัด คุณภาพดีสำหรับงานทั่วไป |
| เหมาะกับงาน | Structural, pressure vessel, pipe, งานมี WPS | Light structural, general fabrication | Structural ทั่วไปที่ไม่มี code เข้มงวด |
| ราคา | สูงที่สุดในกลุ่ม | กลาง | ต่ำกว่า Kobelco |
คำแนะนำจากทีม ThaiBuyTools:
- งาน structural ที่มี code (AWS D1.1, ASME): Kobelco LB-52U - มีเอกสาร PQR และ Mill Certificate พร้อม
- งานทั่วไปที่ต้องการ Low Hydrogen แต่ budget จำกัด: YAWATA L-55
- งานที่ต้องการ certified E7018 แท้ AWS ให้ตรวจ classification ให้ชัดก่อนสั่ง
ส่งด่วน กรุงเทพฯ ภายใน 3 ชั่วโมง / EEC วันถัดไป / ทั่วประเทศ 1-3 วัน
อ่านเพิ่มเติม:
FAQ - คำถามที่ถามบ่อยเกี่ยวกับลวดเชื่อม E7018
ลวดเชื่อม E7018 กับ E6013 ต่างกันอย่างไร ใช้แทนกันได้ไหม?
E7018 เป็น Low Hydrogen electrode มี tensile strength 70,000 psi และต้องอบก่อนใช้ ส่วน E6013 เป็น Rutile electrode มี tensile strength 60,000 psi ใช้ได้เลยโดยไม่ต้องอบ สลับกันได้บางงาน แต่ถ้า WPS ระบุ E7018 ห้ามใช้ E6013 แทนเด็ดขาด เพราะ mechanical properties ไม่เทียบเท่าและจะไม่ผ่าน inspection ตามมาตรฐาน
ถ้าลืมอบลวด E7018 ก่อนใช้ เกิดอะไรขึ้น?
ลวดชื้นทำให้เกิด porosity (รูพรุน) ในรอยเชื่อมและเสี่ยง Hydrogen-Induced Cracking (HIC) หรือ Delayed Cracking ซึ่งอาจปรากฏหลายชั่วโมงถึงวันหลังเชื่อมเสร็จ สำหรับงานโครงสร้างหรืองานแรงดัน รอยแตกแบบนี้อันตรายมาก ต้อง weld repair และตรวจสอบใหม่ทั้งหมด ซึ่งเสียเวลาและค่าใช้จ่ายสูงกว่าการอบลวดตั้งแต่แรกมาก
ต้องใช้เครื่องเชื่อมแบบไหนกับ E7018?
ต้องใช้เครื่องเชื่อมที่รองรับ DC+ (DCEP) เป็นหลัก เครื่องเชื่อม DC ทั่วไปทุกรุ่นใช้ได้ บางยี่ห้อรองรับ AC ด้วย (ตรวจ spec sheet) ควรมี OCV (Open Circuit Voltage) อย่างน้อย 60-80V เพื่อให้จุด arc ได้ดี ThaiBuyTools จำหน่าย Kobelco Welding Machine และ JASIC ทุกรุ่นที่รองรับ DC+ ครบ พร้อมรับประกันของแท้
ลวดเชื่อม E7018 ใช้กับเหล็กสแตนเลสได้ไหม?
ไม่ได้ E7018 ออกแบบสำหรับ carbon steel และ low-alloy steel เท่านั้น สำหรับสแตนเลสต้องใช้ลวดเชื่อมสแตนเลสโดยเฉพาะ เช่น E308L-16 หรือ E316L-16 การใช้ E7018 กับสแตนเลสจะทำให้รอยเชื่อมไม่มีคุณสมบัติ corrosion resistance และอาจเกิด cracking ได้
ลวด E7018 ชื้นหรือเสื่อมสภาพ สังเกตได้อย่างไร?
สังเกตได้จาก 4 อาการหลัก: (1) ฟลักซ์มีสีเปลี่ยน ขาวขุ่น หรือผงร่วงง่าย (2) arc ไม่เสถียร กระโดดมากเมื่อจุดติด (3) มีฟองหรือเสียงดังผิดปกติขณะเชื่อม (4) slag ไม่ลอยขึ้นดีและรอยเชื่อมดูเป็นรูพรุน ถ้าพบอาการเหล่านี้ให้อบลวดใหม่ที่ 350 องศาเซลเซียส 1-2 ชั่วโมงก่อน ถ้ายังไม่ดีขึ้นให้เปลี่ยนลวดใหม่
E7018 ขนาดไหนเหมาะกับงานอะไร?
ขนาด 3.2 mm ใช้บ่อยที่สุดสำหรับงาน structural ทั่วไปที่ 100-140 A ขนาด 2.6 mm เหมาะกับ root pass หรืองานที่ต้องการ penetration แม่นยำ ขนาด 4.0 mm ใช้สำหรับ fillet weld และ cap pass บนงานหนา ส่วนขนาด 5.0 mm ใช้เฉพาะ flat position บนงานหนามากเท่านั้น การเลือกขนาดผิดทำให้ควบคุม weld pool ได้ยากขึ้น
หัวข้อที่เกี่ยวข้อง
- ลวดเชื่อม คืออะไร? คู่มือเลือกซื้อครบวงจร
- ลวดเชื่อม E6013 คืออะไร?
- ลวดเชื่อมสแตนเลส E308L vs E316L
- ลวดเชื่อมทุกหมวด - ThaiBuyTools
สรุป - เมื่อไหรที่ควรเลือก E7018
E7018 คือทางเลือกที่ถูกต้องเมื่องานมี code หรือ standard กำหนด ต้องการ tensile strength สูง มีความเสี่ยง Hydrogen cracking หรือต้องผ่าน NDT inspection สิ่งสำคัญที่สุดคือการอบลวดก่อนใช้และเก็บรักษาอย่างถูกต้อง ซึ่งส่งผลต่อคุณภาพรอยเชื่อมมากกว่าทักษะช่างด้วยซ้ำ
ดู Kobelco LB-52U, YAWATA L-55 และ Gemini E7018 ทุกขนาดได้ที่ ThaiBuyTools - ลวดเชื่อมไฟฟ้า สินค้าของแท้ 100% ตรงจากผู้ผลิต ส่งด่วนกรุงเทพฯ ภายใน 3 ชั่วโมง
ติดต่อทีมงาน ThaiBuyTools:

![คู่มือเลือกลวดเชื่อม ครบทุกประเภท พร้อมวิธีเลือกให้ตรงสเปคงาน [อัปเดต 2026]](https://image.makewebeasy.net/makeweb/r_100x100/fvM1zTrzy/Blog/ลวดเชื่อมคืออะไร_มีประเภทะไรบ้าง.png?v=202405291424 "คู่มือเลือกลวดเชื่อม ครบทุกประเภท พร้อมวิธีเลือกให้ตรงสเปคงาน [อัปเดต 2026]")
